

















_cr_334x118.png)



















-min_cr_334x118.jpg)


















Tổng Hợp Kết Cấu Khuôn Dập Tấm Điển Hình
Thông qua bài viết dưới đây, chúng ta sẽ có cái nhìn tổng quát về kết cấu các khuôn dập tấm điển hình, từ đó lựa chọn được khuôn phù hợp với nhu cầu sử dụng.
Khuôn cắt- đột
Kết cấu của khuôn cắt đột có rất nhiều dạng khác nhau. Tuy nhiên các chi tiết chính và các cụm lắp ráp của khuôn đa phần giống nhau về cách bố trí sắp xếp và phối hợp hoạt động giữa các bộ phận.
Một số dạng khuôn có tác dụng cắt đột: khuôn đơn giản, khuôn liên tục và khuôn phối hợp
Trong khuôn đơn giản, sau một hành trình máy có thể dập được một hoặc một vài tấm phôi với một bước chuyển vật liệu.
Đặc điểm nổi bật của khuôn cắt- đột, được sử dụng trong những đơn hàng số lượng lớn là có trụ và bạc dẫn hướng nhằm đảm bảo sự định hướng tương ứng giữa chày và cối, đồng thời đảm bảo cho khe hở giữa chúng được đồng đều trên toàn bộ đường bao của chày và cối.
Cối và chày để cắt hình các chi tiết có kích thước lớn thường được ghép từ nhiều mảnh riêng biệt, được kẹp chặt lên đế khuôn bằng bu lông và được định vị bằng các chốt định vị. Điều này sẽ thuận lợi cho việc chế tạo và nhiệt luyện, cũng như việc thay thế từng phần khi bị hỏng.
Nếu cần phải đột lỗ ở mặt bên của các chi tiết rỗng có đường kính lớn mà các lỗ lại có vị trí gần đường uốn hoặc sát đáy của chi tiết, thì người ta thường sử dụng các khuôn có chày nằm ngang. Khi đó, chuyển động của chày được thực hiện bằng các thanh chẽm.
Trong sản xuất hàng loạt lớn và hàng khối, để nâng cao năng suất lao động, người ta thường sử dụng khuôn liên tục và khuôn phối hợp.Đặc điểm của loại khuôn này là các chi tiết làm việc không có từng cặp mà chỉ có một chi tiết
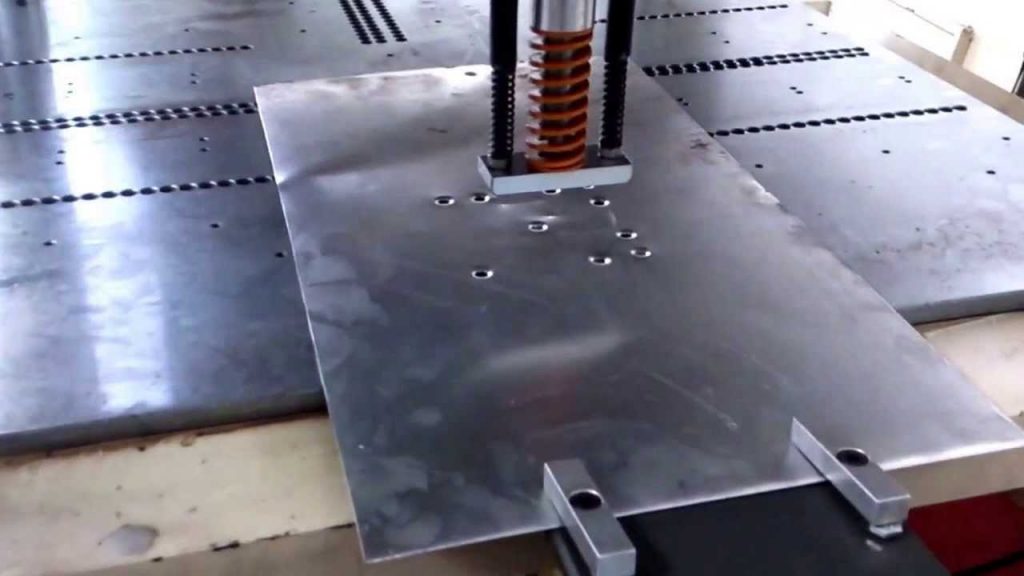
Khuôn cắt hình và đột lỗ chính xác
Về mặt kết cấu, khuôn để cắt hình và đột lỗ chính xác cũng tương tự như khuôn cắt đột thông thường. Điểm nổi bật của khuôn cắt hình và đột lỗ chính xác là quá trình gia công phôi được thực hiện sau khi phôi đã được nén từ trước giữa các bộ phận làm việc của khuôn. Điều này cho phép có khả năng loại trừ sự uốn phôi trong quá trình dập.
Về nguyên tắc đột lỗ, khuôn cắt hình và đột lỗ chính xác có đường kính trụ dẫn hướng lớn hơn so với khuôn thường và được bố trí theo đường chéo hoặc trên trục đối xứng của đế khuôn.
Trong cấu tạo khuôn cắt hình và đột lỗ chính xác, do có khe hở giữa chày và cối rất nhỏ nên người ta thường sử dụng bạc dẫn hướng có vòng cách bằng bi. Điều này có thể cho phép loại trừ khả năng cong vênh tấm đế và nâng cao độ chính xác dẫn hướng cho dụng cụ.
Chất lượng của các chi tiết được gia công trong các khuôn gọt chính xác tùy thuộc vào phương pháp định vị phôi trên mép làm việc của dụng cụ, cần phải đảm bảo cho lượng dư để gọt được phân bố một cách đồng đều theo đường bao chi tiết. Việc định vị phôi ở trong khuôn thường dựa vào các lỗ trong chi tiết phôi, nếu trong chi tiết không có các lỗ sẵn thì người ta có thể đột các lỗ công nghệ, Việc định vị phôi theo đường bao ngoài chỉ sử dụng trong trường hợp khi không thể đột được các lỗ công nghệ trong chi tiết hoặc không cho phép về mặt kết cấu.
Loại khuôn này được sử dụng để dập các chi tiết không đối xứng, có kích thước nhỏ (tới 60mm).
Ứng dụng đột dập các chi tiết không đối xứng
Khuôn để uốn
Về cơ bản, khuôn để uốn cũng bao gồm các chi tiết như khuôn cắt- đột, sự khách biệt chủ yếu là kết cấu và hình dạng của các chi tiết làm việc như chày và cối.
Khuôn uốn cũng được chia thành khuôn đơn giản, khuôn liên tục và khuôn phối hợp.
Trong các khuôn uốn đơn giản, sau một hành trình của máy chỉ có thể thực hiện được một nguyên công uốn hoặc một bước uốn. Trong loại khuôn này còn có thể chia thành khuôn chuyên dùng và khuôn uốn vạn năng. Khuôn chuyên dùng để chế tạo các chi tiết có hình dạng đơn giản, uốn một nguyên công trong một khuôn hoặc để chế tạo các chi tiết có hình dạng phức tạp cần phải uốn qua nhiều bước theo từng phần tử uốn trong các khuôn đơn giản. Còn khuôn uốn vạn năng được sử dụng để uốn một loại hay một nhóm chi tiết có hình dạng đơn giản nhưng có kích thước khác nhau và chỉ uốn sau một nguyên công. Khuôn uốn vạn năng cũng có thể dụng để chế tạo các chi tiết có hình dạng phức tạp cần phải uốn qua nhiều bước mà mỗi nước được uống trong một khuôn vạn năng nhất định. Tính vạn năng của khuôn là có thể thay đổi được khoảng cách giữa các cối uốn và thay thế chày khác để có thể uốn một chi tiết cùng loại.
Trong các khuôn uốn tác dụng liên tục có một vài cặp chày, cối để uốn được bố trí song song với nhau hoặc cặp này sau cặp kia. Phôi sẽ được uốn lần lượt và dịch chuyển từ vị trí này sang vị trí khác.
Trong khuôn phối hợp, người ta có thể thực hiện hai hay nhiều nguyên công uốn sau một hành trình của máy hoặc có thể kết hợp nguyên công uốn với các nguyên công cắt- đột.
Khuôn để dập vuốt và khuôn liên hợp
Kết cấu của khuôn dập vuốt tùy thuộc vào phương pháp dập vuốt, thứ tự nguyên công, thiết bị sử dụng.
Khuôn dập vuốt cũng chia thành khuôn đơn giản, liên tục và phối hợp.
Để tránh khả năng tạo ra độ chân không khi gỡ chi tiết ra khỏi chày, người ta khoan một lỗ ở giữa tâm chày để không khí có thể lọt vào khoảng không giữa mặt đáy chày và đáy chi tiết.
Khuôn tác dụng phối hợp là khuôn đồng thời thực hiện hai hay nhiều nguyên công cùng một khuôn với một lần đặt phôi sau một hành trình làm việc của máy ép.
Khuôn tác dụng liên tục là sự kết hợp của hai hay nhiều nguyên công trên cùng một khuôn được thực hiện tuần tự tử nguyên công này tới nguyên công khác tương ứng với bước của các cặp chày- cối.
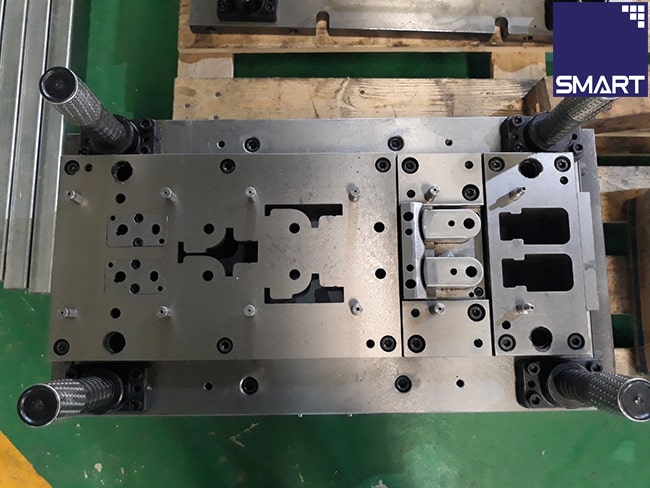
Khuôn dập liên hoàn tại Smart
Xem thêm >> Phương pháp dập tấm kim loại và gia công áp lực
- Smart Việt Nam và Boeing Thảo Luận về Yêu Cầu Kỹ Thuật và Tiêu Chuẩn Chất Lượng trong Ngành Hàng Không Vũ Trụ
- Smart Việt Nam vs Boeing: Mở Rộng Quy Mô và Mở Cánh Cửa Hợp Tác Toàn Cầu
- SMART VIỆT NAM THAM GIA DIỄN ĐÀN KINH DOANH VIỆT NAM – HOA KỲ NĂM 2023 TẠI MỸ
- Dịch vụ gia công kim loại tấm tại Việt Nam của Smart Vietnam
- Gia công nhôm tấm CNC nhanh chóng, chính xác
- Thế mạnh vượt trội của Smart Việt Nam trong lĩnh vực gia công kim loại tấm
- 4 Điểm Lưu Ý Quan Trọng Trong Quá Trình Gia Công Inox
- Chế tác vỏ hộp chứa pin inox kim loại tại Hà Nội
- Sản xuất vỏ tủ điện UPS các loại theo yêu cầu


SMART VIỆT NAM ĐỐI TÁC HÀNG ĐẦU TRONG LĨNH VỰC
- Gia công Kim Loại Tấm